推拉杆需在施工现场焊接安装。推拉杆由1个手摇把,1根带方头的摇把连接杆,6根普通杆(其一端焊有3/4"外径插头,以便插入另一根管口中,每节2.1米长)和1个挂钩组成,把它们串起来焊接好。
 |
 |
 |
从带方头的杆开始焊,将其另一端的插头插入下一根杆管口中进行焊接,最后将挂钩也插入推拉杆末端焊接好。

注意:不要焊接摇把!
要根据实际管子长度来具体决定焊多少节杆,使总长度超出标准管子长度2米左右即可。
特别说明:由于推拉杆需要受正反向的扭力和前后的推拉力,所以进行焊接连接是必须的和最可靠的。如果工程完工后需要运输或存库,必须用锯在适当位置锯断成2至3段。将来需要时,插一根10厘米长(外径3/4")钢筋重新焊接起来。
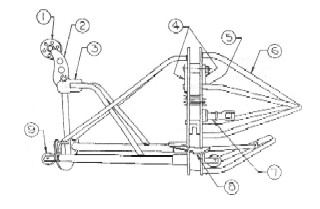
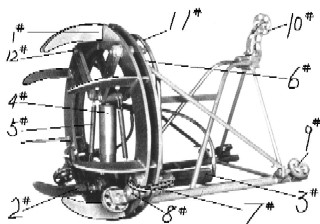
- 4处铰链关节(有黄油孔)
- 2处轮圈开合转轴(有黄油孔)
- 液压泵或者千斤顶动力输入轴(在挂钩处)

注意:上部的尾轮是弹簧控制的,需要先把它压进管道。



注意:当两管口间隙减小时,定位卡钩将自动缩回。

备注:必须完全释放对口器,以便使行走轮撑开并接触到管壁,开始发挥行走作用!

